Шлифовальные абразивные головки
В связи со сложившейся ситуацией на отечественном рынке шлифовальных головок — малое число российских производителей, обилие предложений импортного инструмента и высокие риски сотрудничества с зарубежными производителями, мы поставили перед собой задачу: обеспечить отечественного потребителя высококачественным инструментом, который по своим потребительским свойствам не уступал бы импортным аналогам. Имея соответствующие компетенции, научную и производственную базу, наше предприятие приступило к выпуску шлифовальных головок различных типов и назначений. На сегодняшний день, линейка выпускаемого нами инструмента, способна решить любые задачи в области малоразмерной слесарно-абразивной обработки.

Типы и обозначения шлифовальных головок
В зависимости от формы обрабатываемой поверхности и назначения шлифовальные головки выпускаются соответствующих типов формы:
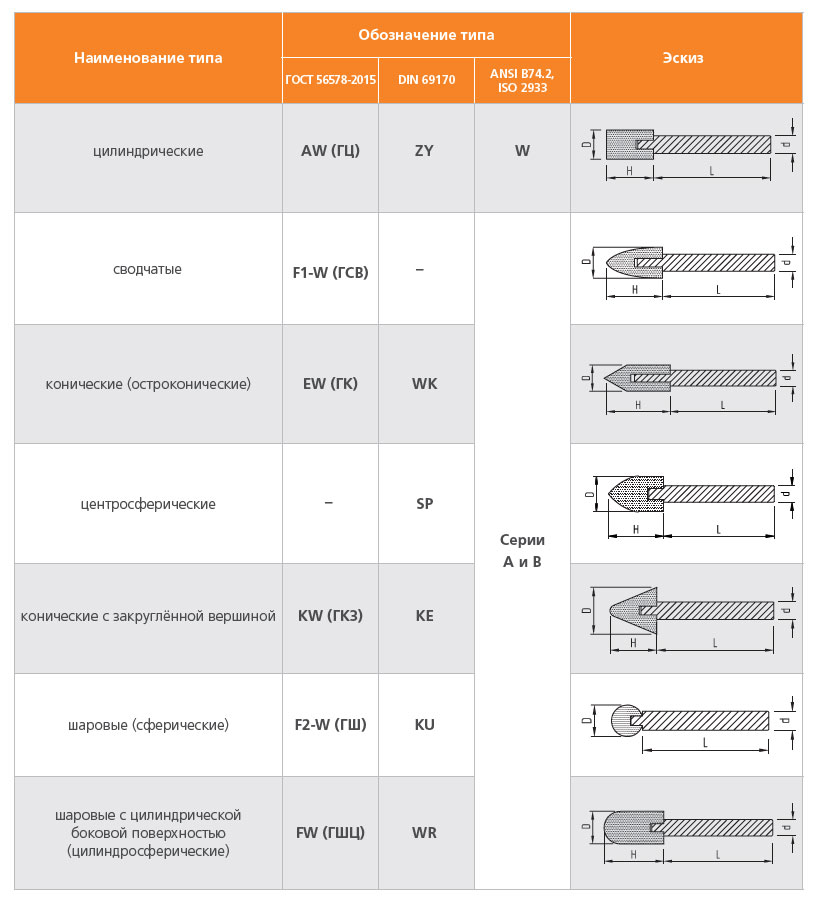
Оправки (державки) из конструкционной углеродистой стали двух типоразмеров: Ø3 h9 x 30мм и Ø6 h9 x 40мм.
По заказу потребителя возможны и другие типоразмеры державок и из иных материалов (закалённая сталь и твёрдый сплав).
Шлифовальные материалы
Наша компания выпускает шлифовальные головки из обычных абразивных материалов на керамических связках с типоразмерами по ГОСТ 56578-2015, DIN 69170 и ISO 2933.
Из обычных абразивных материалов мы используем различные марки электрокорундов и карбида кремния. В соответствии с ISO 525, EN 12413 , шлифовальным материалам из электрокорунда присваивается обозначение – A; шлифовальным материалам из карбида кремния – С.
Для решения специальных задач в шлифовальных порошках используются также смеси различных разновидностей абразивных материалов.
Для обычных абразивных материалов в разных странах сложились свои национальные и торговые обозначения типов и марок:

Статические характеристики шлифовальных головок
При выборе зернистости для шлифовальных головок учитывается диаметр и форма головки. Чем меньше диаметр шлифовальной головки, тем меньше должно быть зерно абразива. Нами рекомендуются следующие зернистости:

Твёрдость абразивного инструмента характеризует способность связки инструмента удерживать абразивные зёрна. Чем твёрже круг, тем выше сила связки, т. е. твёрдость соответствует силе, необходимой на отделение абразивных зёрен от связки и определяется прочностью мостиков связки и прочностью пограничного слоя зерно-связка.
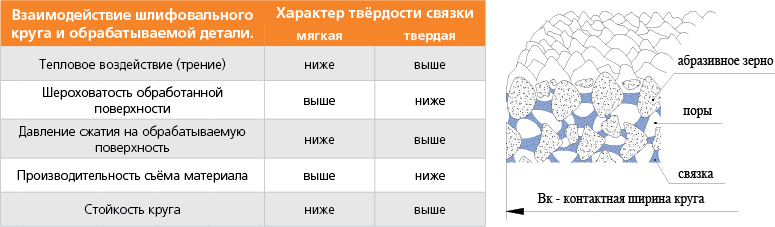
При выборе твёрдости необходимо руководствоваться следующими условиями:
- для более твёрдого шлифуемого материала выбирается более мягкий круг;
- чем больше контактная поверхность между шлифовальным кругом и обрабатываемым изделием, тем более низкая твёрдость круга выбирается;
- для шлифования материалов, чувствительных к изменениям температуры, выбирается более мягкий круг;
- при шлифовании заготовок торцом круга выбирается более мягкий круг, чем для шлифования периферией круга;
- для шлифования прерывистых поверхностей выбирается более твёрдый круг
Рабочая (окружная) скорость V определяется числом оборотов n (об/мин) приводного устройства и диаметром D (мм) шлифовальной головки
![]()
Чем больше величина окружной скорости, тем более мягкой степени твёрдости должен быть инструмент. Для обработки твёрдых материалов применяются низкие рабочие скорости.
При отсутствии соответствующего приводного устройства и невозможности обеспечить требуемую окружную скорость необходимо использовать шлифовальные головки более твёрдой степени.
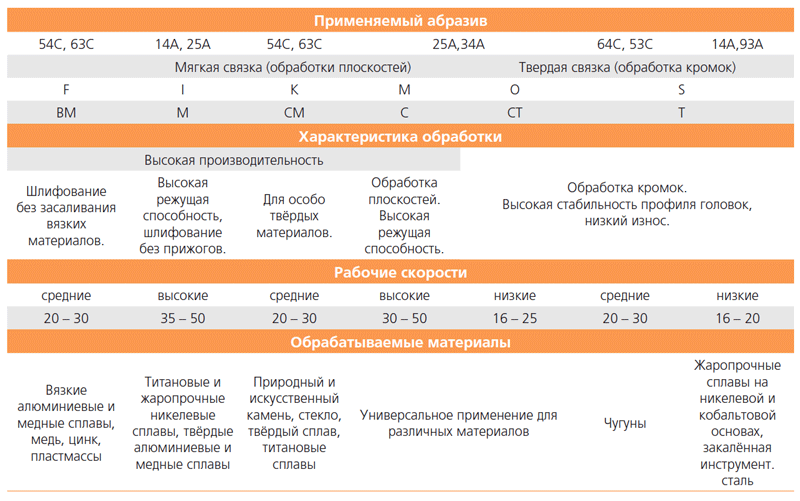
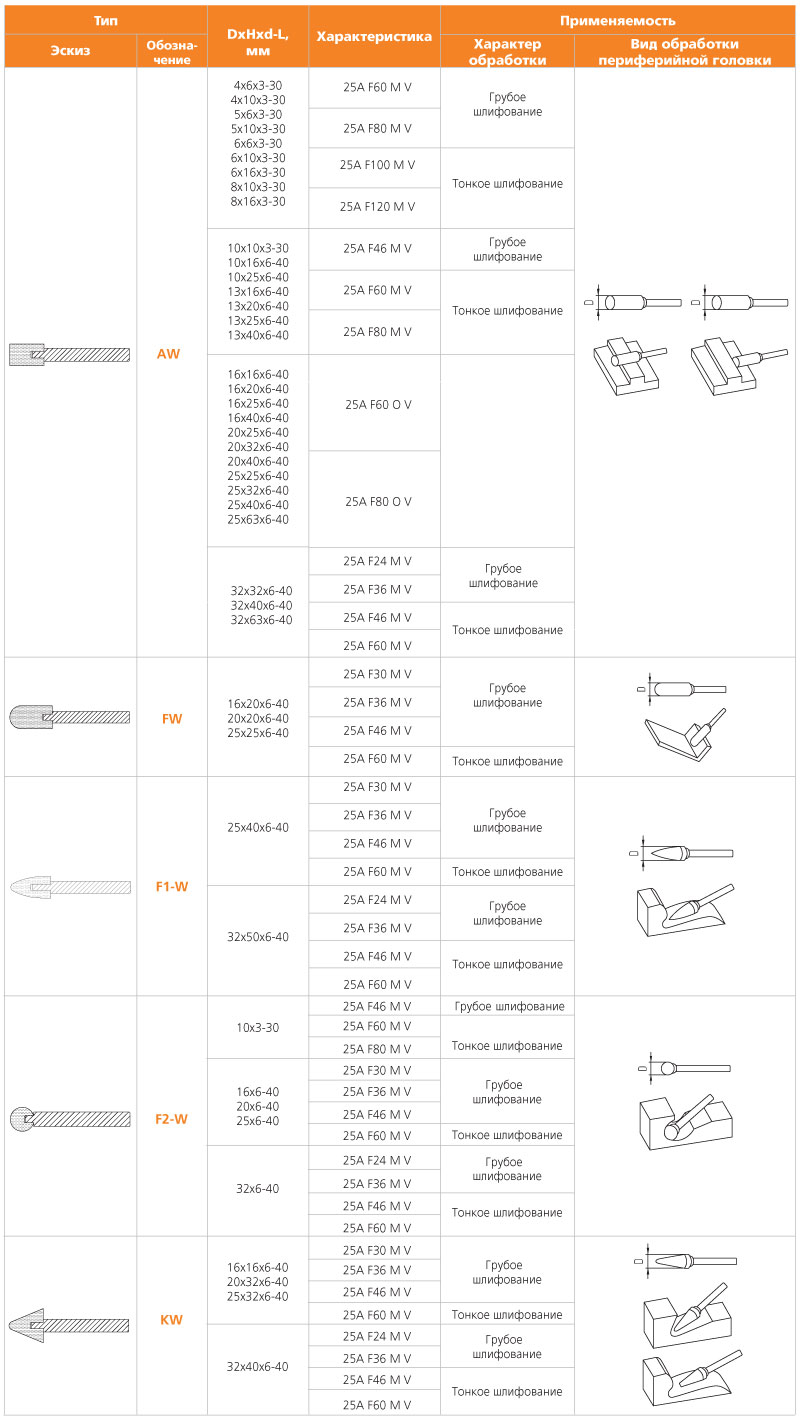
Применяемость шлифовальных головок
Многообразие типов формы и конструкция шлифовальных головок, определили их основное применение в слесарной обработке.
В общем виде слесарная обработка шлифовальными головками различается по рабочим операциям: «обработка кромок» и «обработка плоскостей».



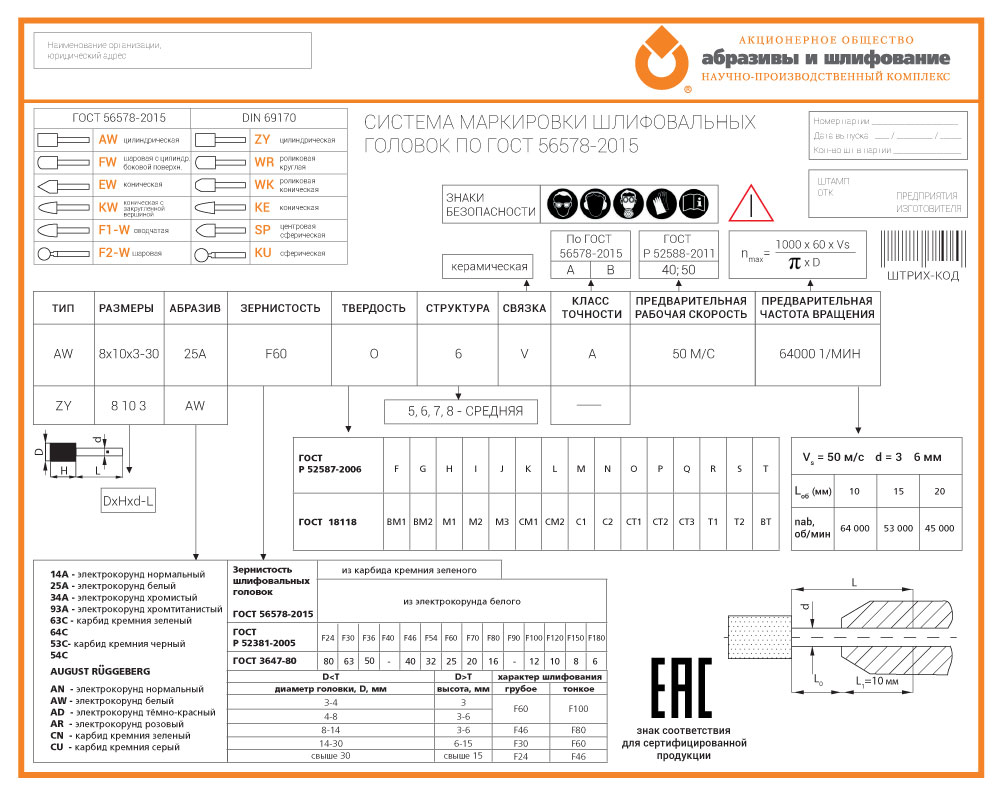
Системы маркировки шлифовальных головок
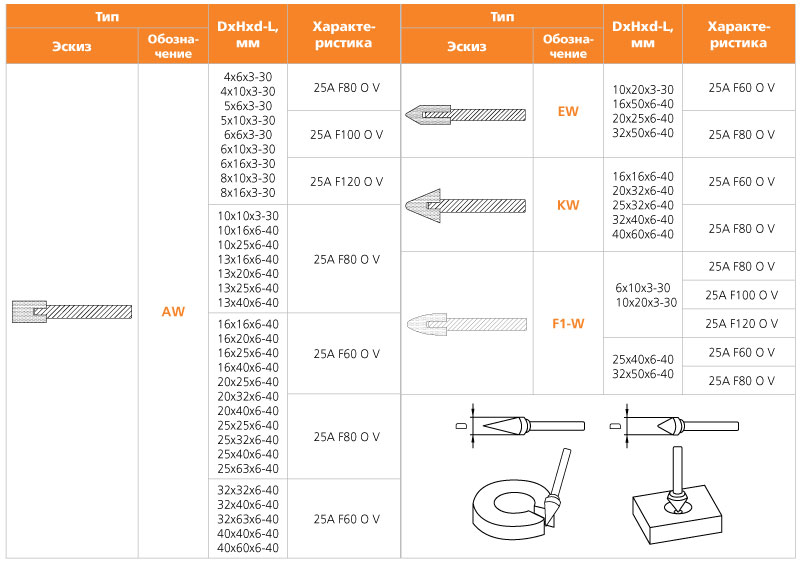
Каталог серийно выпускаемой продукции
Шлифовальные головки из электрокорунда белого на керамической связке степени твёрдости M (средние С1). Для обработки периферией головки плоскостей. Универсальное применение для различных материалов.
Шлифовальные головки из электрокорунда белого на керамической связке степени твёрдости O (средние твёрдые СТ). Для обработки кромок. Универсальное применение для различных материалов.
Безопасность эксплуатации
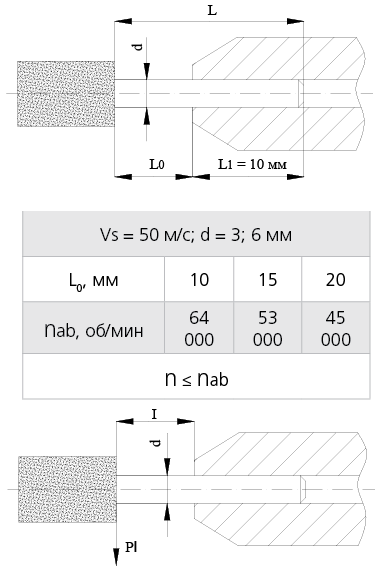
Эксплуатационные характеристики шлифовальных головок на оправках помимо прочностных свойств абразивного слоя включают в себя так же прочностные свойства оправок. Согласно ГОСТ Р 52588-2011, частота вращения шлифовальных головок nab, мин-1 или 1/мин (об/мин; в зарубежной практике – RPM) определяется числом оборотов в единицу времени, при которых оправка изгибается под действием центробежной силы.
Независимо от всей длины оправки L цанга машины должна захватывать минимум 10 мм длины хвостовика (L1 ≥ 10мм).
Согласно EN 12413 и DIN 69170 на максимальное число оборотов влияют следующие факторы: форма и размеры шлифовальной головки, диаметр d, материал оправки и свободная длина оправки L0. Их необходимо учитывать для исключения разрушения шлифовальной головки и изгиба оправки.
В процессе шлифования на открытую длину оправки действует сила прижима шлифовальной головки к обрабатываемой поверхности. При этом прочность оправки будет определяться её диаметром d (мм), длиной вылета l (мм) и материалом оправки, характеризующимся модулем упругости E (модуль Юнга в МПа) и предельным значением прочности на изгиб [σ]и (МПа).
Изгиб оправки на величину f (стрелу прогиба в мм) при приложении силы Pl (Н) определяется по формуле:
![]()
где J – момент инерции поперечного сечения оправки (J = πd4/64, мм4). Величина прогиба оправки непосредственно влияет на точность обработки. Для точных работ (внутреннее и координатное шлифование) она не должна превышать 25 % от поля допуска, на исполняемый размер. Максимальная приложенная сила Plmax, при которой произойдёт поломка оправки, рассчитывается по формуле:
![]()
Для предельной силы Plmax наибольшая величина прогиба fmax будет определяться:
![]()
Оправки для шлифовальных головок могут изготавливаться из конструкционных сталей, быстрорежущих закалённых сталей и твёрдых сплавов.
